Dizajnové body priehľadného panelu vstrekovacej formy
Forma na vstrekovanie priehľadných panelov využíva vstrekovanie plastov PMMA, PMMA má vlastnosti vysokej priepustnosti svetla, ale zlú tekutosť a proces vstrekovania je náročný. Preto je potrebné venovať väčšiu pozornosť dizajnu vstrekovacej formy transparentného panelu a procesu vstrekovania. Tento článok predstavuje hlavne konštrukčné body vstrekovacej formy priehľadných panelov.
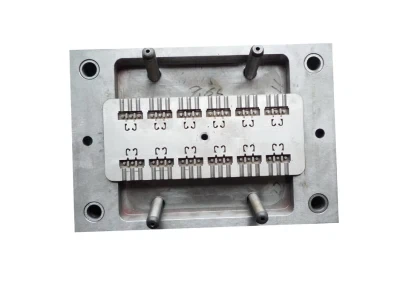
1. Určte počet dutín formy podľa veľkosti a hrúbky výrobku a vstrekovacieho objemu vstrekovacieho stroja. Priehľadný panel je vyvážený prietokový kanál. Vo všeobecnosti sa otvorí jedna forma a dve dutiny. Keď je veľkosť malá, je možné otvoriť štyri dutiny. Ak sa otvoria viac ako 4 dutiny, zvýši sa obtiažnosť prevádzky vstrekovacieho stroja, čo vedie k zvýšeniu chybovosti.
2. Výber deliacej plochy, pretože tvar priehľadného panelu je jednoduchý, deliaca plocha sa vo všeobecnosti volí pozdĺž okraja plastovej časti tak, aby opustila pohyblivú formu plastovej časti. Okrem toho je potrebné skontrolovať uhol ponoru hrany plastového dielu, uhol ponoru by mal byť dostatočne veľký a či je na deliacej ploche malé R.
3. Výber polohy podávania lepidla do formy na vstrekovanie priehľadného panelu je veľmi dôležitý. Vo forme PMMA by mal byť prietokový kanál formy ohnutý do tvaru S a koniec prietokového kanála je navrhnutý s dlhou studňou na studený materiál, inak je ľahké vyrábať vzduchové vedenia a taviť lepidlo počas výroby. stopa. Veľký koniec vstrekovaného dielu vyberá bránu, takže plast môže ľahko vyplniť dutinu a línia lepidla dvoch otvorov nie je zrejmá.
4. Pri konštrukcii polohy výfuku spravidla priehľadný panel nesmie mať značky náprstku, preto je potrebné otvoriť pomocný prietokový kanál, aby sa pomohlo vysunutiu, a tento prietokový kanál tiež zohráva úlohu výfuku.
5. Výber ocele použitej na vstrekovacie formy na transparentné panely. Vo všeobecnosti je výstup menší ako 100,000. Je možné použiť japonský NAK80. Ak je výstup veľký, mali by ste zvoliť oceľ S136 alebo inú s dobrým brúsnym výkonom, tepelne spracovať na HRC48-52 a po dokončení leštením dosiahnuť veľmi dobré výsledky.
6. Dizajn vyhadzovania formy priehľadného panelu. Priehľadná doska vo všeobecnosti neumožňuje vzhľad značiek na náprstku. Vyhadzovanie plastovej časti je vyhadzovací kolík navrhnutý na vstrekovacom porte. Náprstok sa vysunie a plast sa hladko uvoľní.
7. Návrh chladiaceho systému. Predná a zadná forma vstrekovacej formy s priehľadným panelom je navrhnutá s chladiacimi systémami, aby sa zabezpečilo, že parametre procesu sa dajú dobre nastaviť počas vstrekovania.
8. Hlavný kanál vstrekovacej formy priehľadného panelu je dobre obrátený k studenému materiálu a musí byť navrhnutý s ťahadlom v tvare Z a nemožno použiť obrátený ťahový materiál.